







Certification training courses available live online
4 benefits of Live Online Training
-
Ask questions live during class
-
Recording + study tools available
-
No hotel or travel costs
-
Easy to use virtual classroom
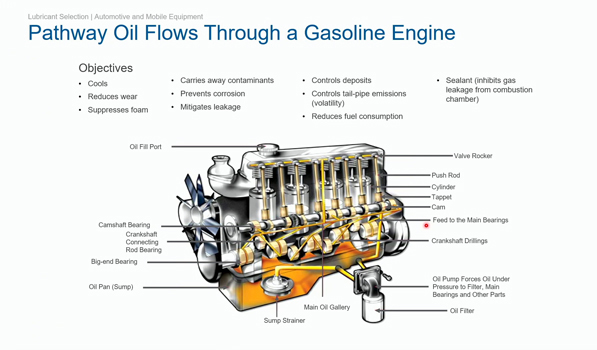
Learn from expert instructors
Gain valuable knowledge from these industry experts




Screenshots from live online training sessions
A preview of the LOT experience
Technical requirements
Zoom Client for Meetings, please visit https://zoom.us/download
System requirements
- An internet connection – broadband wired or wireless (4G/LTE)
- Speakers and a microphone – built-in or USB plug-in or wireless Bluetooth
Supported browsers

Bandwidth requirements
The bandwidth used by Zoom will be optimized for the best experience based on the participants’ network. It will automatically adjust for 4G/LTE, WiFi or Wired environments.
For private trainings, Cisco Webex is also supported. Click here for system requirements.